ツール用品技術窓口
絞り込み条件
ねじれ角
標準/追加工区分
~mm刃径(mm)
~mm- 0.3
- 6
刃長(mm)
~mm- 0.3
- 12
コーナ・ボール半径(mm)
~mm- 0.15
- 3
首下長(mm)
~mm- 0.6
シャンク径(mm)
~mm- 6
全長(mm)
~mm- 50
- 80
R精度(μm)
~mm首部勾配(°)
~mm- 10
タイプ
~mmCAD
- 2D
- 3D
出荷日
- すべて
- 当日出荷可能
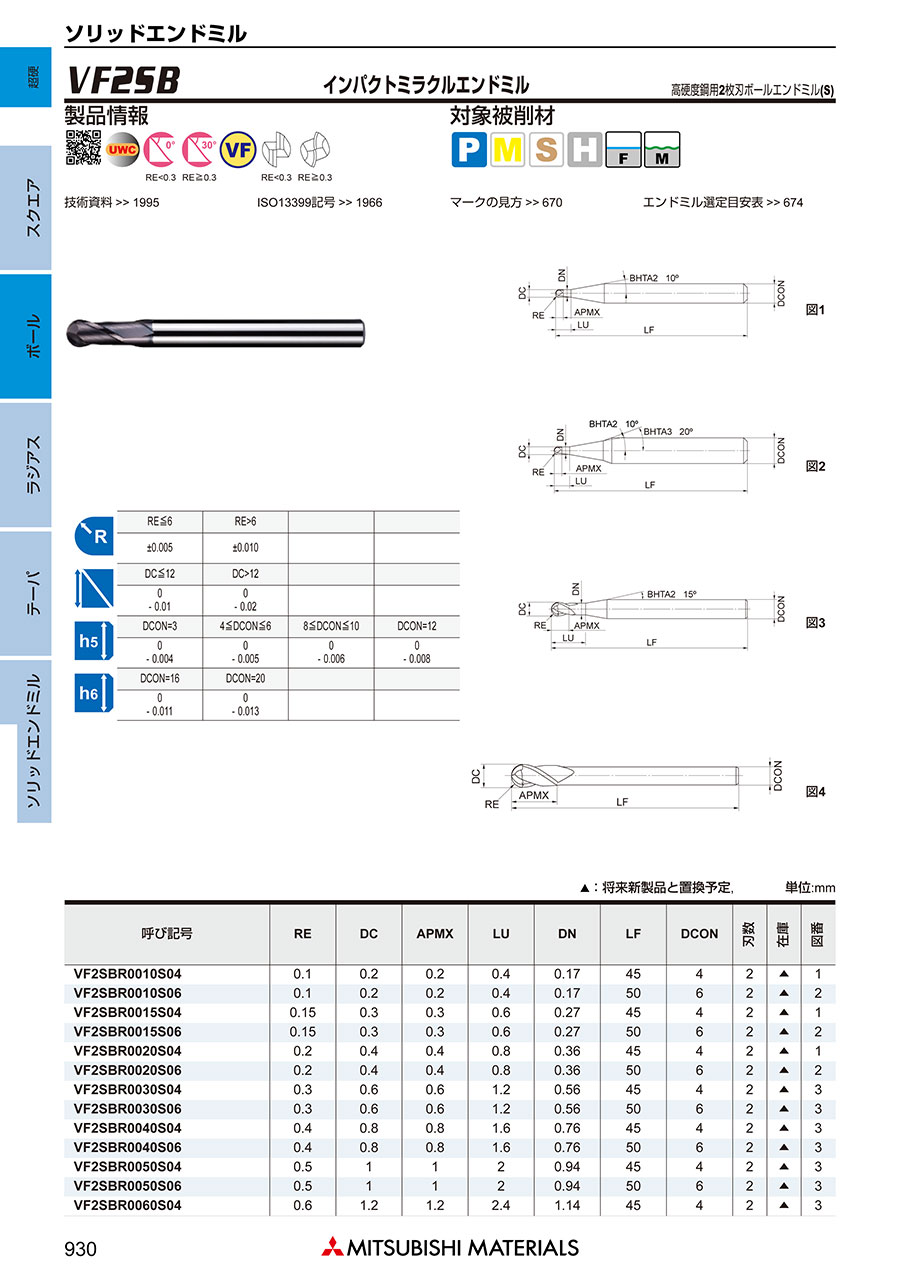
VF2SB 2枚刃インパクトミラクルボールエンドミル(S)

- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
さらなる高硬度、高能率、高速、長寿命へ。
インパクトミラクルコーティングと新超々微粒超硬合金、最適形状設計により、ソリッドエンドミルが更なる進化。
- 60HRCを超える高硬度材からプリハードン鋼、汎用材まで。
- 超高速加工から高能率加工まで。
- 突き出しの長い不安定な加工から微細精密加工まで。
幅広い加工用途をカバーする、新次元のエンドミルシリーズ。
新開発の「インパクトミラクルコーティング」を摘要し、単一相ナノ結晶コーティング技術により、高い皮膜硬さと耐熱性を実現(右表組参照)。
- 先端、溝形状をさらにブラッシュアップ。
- 優れた耐チッピング性により、さらなる高速・高精度加工を達成。
- 摩擦抵抗を低減し、高品位な加工面を実現。
| インパクトミラクルコーティングの特性 | |||
|---|---|---|---|
| - | IMPACT MIRACLE | (Al,Ti,Si)N | (Al,Ti)N |
| 硬さ | 3,700HV | 3,200HV | 2,800HV |
| 密着力 | 100N | 80N | 80N |
| 酸化開始温度 | 1,300℃ | 1,100℃ | 840℃ |
| 摩擦係数 | 0.48 | 0.53 | 0.58 |
性能・試験情報
●ダイカスト金型鋼の加工で従来品に比べ2倍以上の長寿命

VF-2SBと従来品の切削長比較グラフ

左:VF-2SB(切削長120m)、右:従来品(切削長60m)

切り込み図
切削条件
- エンドミル:VF2SBR0300S06(R3)
- 被削材:DH31S(52HRC)
- 回転速度:16,000min-1(284m/min)
- 送り速度:1,600mm/min(0.05mm/tooth)
- 切削方式:ダウンカット、エアブロー
※シリーズの代表例を記載しています。
●プリハードン鋼の加工でも良好な切削性能を発揮
切削長1,200m

VF-2XLBの加工イメージ

従来品の加工イメージ

切り込み図
切削条件
- エンドミル:VF2XLBR0150N080S06(R1.5x8)
- 被削材:NAK80(43HRC)
- 回転速度:20,000min-1(68m/min)
- 送り速度:2,000mm/min(0.05mm/tooth)
- 切削方式:水溶性切削油剤
※シリーズの代表例を記載しています。
外形図

使用方法・使用事例
使用事例
粉末ハイスの加工
65HRC以上の高硬度材加工において従来品の約2倍の長寿命を達成。

粉末ハイスの加工
切削条件
- エンドミル:VF2SBR0100S06(R1)
- 被削材:ハイス・粉末ハイス
- 回転速度:8,000min-1(18m/min)
- 送り速度:1,260mm/min(0.08mm/tooth)
- 切削方式:ダウンカット、エアブロー
加工資料(50m加工後)
- ハイス:65HRC
- 粉末ハイス:68HRC
高速度工具鋼の加工
高硬度のポケット加工において従来品に比べ3倍以上の長寿命を達成。

高速度工具の加工
切削条件
- エンドミル:VF2SBR0100S06(R1)
- 被削材:SKH51(65HRC)
- 回転速度:20,000min-1(126m/min)
- 送り速度:6,000mm/min(0.15mm/tooth)
- 切削方式:往復切削、エアブロー
加工資料
- VF2SB:切削長30m、欠けなし
- 従来品:切削長10m、欠けあり
高硬度金型鋼の加工
軸方向切込みの大きい加工において従来品に比べ3倍以上の長寿命を達成。

高硬度金型鋼の加工
切削条件
- エンドミル:VF2SBR1000S20(R10)
- 被削材:SKD11(60HRC)
- 回転速度:1,200min-1(74m/min)
- 送り速度:240mm/min(0.1mm/tooth)
- 切削方式:ダウンカット、エアブロー
加工資料
- VF2SB:切削長30m
- 従来品:切削長10m
推奨切削条件
推奨切削条件表
- 本切削条件はメーカー推奨条件をもとに被削材別(一般鋼、合金鋼、調質鋼、高硬度鋼、ステンレス鋼、アルミ、鋳鉄等)に回転数、送り速度、切込み量を記載したものです。
- 加工環境(工作機械、ツーリング等)によっても最適加工条件は変化しますので、加工状況(加工面、ビビり等)を確認して補正しながらご使用ください。
| 被削材 | 高硬度鋼 (-55HRC) NAK、SKD61、SUS420など | 高硬度鋼 (55-62HRC) SKD11など | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| ボール半径 (mm) | α≦15° | α>15° | 切込み量 ap (mm) | α≦15° | α>15° | 切込み量 ap (mm) | ||||
| 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | |||
| R 0.1 | 40,000 | 320 | 40,000 | 240 | 0.003 | 40,000 | 320 | 40,000 | 160 | 0.003 |
| R 0.15 | 40,000 | 640 | 40,000 | 560 | 0.01 | 40,000 | 640 | 40,000 | 400 | 0.007 |
| R 0.2 | 40,000 | 1,600 | 40,000 | 1,200 | 0.02 | 40,000 | 1,400 | 40,000 | 1,000 | 0.015 |
| R 0.3 | 40,000 | 3,200 | 40,000 | 1,600 | 0.03 | 40,000 | 2,800 | 40,000 | 1,200 | 0.025 |
| R 0.4 | 40,000 | 6,400 | 40,000 | 2,400 | 0.05 | 40,000 | 4,000 | 40,000 | 1,600 | 0.04 |
| R 0.5 | 40,000 | 8,000 | 40,000 | 3,200 | 0.06 | 40,000 | 5,600 | 40,000 | 2,400 | 0.05 |
| R 0.75 | 40,000 | 9,600 | 40,000 | 4,000 | 0.09 | 40,000 | 7,200 | 32,000 | 2,500 | 0.075 |
| R 1 | 40,000 | 9,600 | 39,000 | 4,700 | 0.11 | 40,000 | 8,000 | 24,000 | 2,400 | 0.1 |
| R 1.25 | 40,000 | 10,400 | 32,000 | 4,500 | 0.12 | 37,000 | 8,100 | 19,000 | 2,300 | 0.11 |
| R 1.5 | 40,000 | 12,000 | 27,000 | 4,300 | 0.13 | 32,000 | 7,700 | 16,000 | 2,200 | 0.12 |
| R 2 | 32,000 | 10,880 | 20,000 | 3,600 | 0.15 | 24,000 | 6,200 | 12,000 | 1,900 | 0.13 |
| R 2.5 | 25,000 | 9,000 | 16,000 | 2,900 | 0.2 | 19,000 | 5,300 | 9,600 | 1,700 | 0.15 |
| R 3 | 21,000 | 8,400 | 13,000 | 2,600 | 0.25 | 16,000 | 4,800 | 8,000 | 1,600 | 0.2 |
| R 4 | 16,000 | 6,400 | 10,000 | 2,000 | 0.3 | 12,000 | 3,600 | 6,000 | 1,200 | 0.2 |
| R 5 | 13,000 | 5,200 | 8,000 | 1,700 | 0.5 | 10,000 | 3,200 | 4,800 | 960 | 0.2 |
| R 6 | 9,000 | 3,600 | 6,000 | 1,300 | 0.5 | 7,000 | 2,200 | 3,600 | 720 | 0.3 |
| R 8 | 6,000 | 2,400 | 4,000 | 1,000 | 0.5 | 5,000 | 1,600 | 2,500 | 500 | 0.3 |
| R10 | 4,500 | 1,800 | 3,000 | 780 | 0.5 | 4,000 | 1,300 | 1,800 | 360 | 0.3 |
| 被削材 | 高硬度鋼 (62-70HRC) SKS、SKHなど | ||||
|---|---|---|---|---|---|
| ボール半径 (mm) | α≦15° | α>15° | 切込み量 ap (mm) | ||
| 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | ||
| R 0.1 | 40,000 | 320 | 40,000 | 160 | 0.002 |
| R 0.15 | 40,000 | 640 | 40,000 | 400 | 0.005 |
| R 0.2 | 40,000 | 1,200 | 40,000 | 1,000 | 0.01 |
| R 0.3 | 40,000 | 2,000 | 40,000 | 1,200 | 0.02 |
| R 0.4 | 40,000 | 2,800 | 40,000 | 1,600 | 0.03 |
| R 0.5 | 40,000 | 3,600 | 32,000 | 1,300 | 0.04 |
| R 0.75 | 32,000 | 4,500 | 21,000 | 1,200 | 0.05 |
| R 1 | 24,000 | 3,800 | 16,000 | 1,000 | 0.07 |
| R 1.25 | 19,000 | 3,400 | 13,000 | 1,000 | 0.08 |
| R 1.5 | 16,000 | 3,200 | 11,000 | 880 | 0.09 |
| R 2 | 12,000 | 2,400 | 8,000 | 800 | 0.1 |
| R 2.5 | 9,600 | 2,100 | 6,000 | 600 | 0.1 |
| R 3 | 8,000 | 1,700 | 5,000 | 600 | 0.11 |
| R 4 | 6,000 | 1,400 | 4,000 | 480 | 0.11 |
| R 5 | 4,800 | 1,100 | 3,000 | 420 | 0.12 |
| R 6 | 3,600 | 860 | 2,200 | 310 | 0.12 |
| R 8 | 2,500 | 650 | 1,500 | 240 | 0.15 |
| R10 | 1,800 | 470 | 1,000 | 160 | 0.15 |

切り込み量基準
R:ボール半径

加工面の傾斜角
切削条件時の注意
1. αとは、加工面の傾斜角を示します。
2. 機械や加工物取付けの剛性がない場合や、びびり・異常音が発生する場合は、上表の回転速度と送り速度を同じ割合で下げてご使用ください。また、加工精度を重視される場合は、送り速度を下げてご使用ください。
3. 切込み量が小さい場合は、回転速度と送り速度をさらに上げることができます。
適用被削材
| 炭素鋼・合金鋼・鋳鉄 (<30HRC) | 工具鋼・プリハードン鋼・ 高硬度鋼 (≦45HRC) | 高硬度鋼 (≦55HRC) | 高硬度鋼 (>55HRC) | オーステナイト系 ステンレス鋼 | チタン合金 耐熱合金 | 銅合金 | アルミニウム合金 |
|---|---|---|---|---|---|---|---|
| ○ | ◎ | ◎ | ◎ | ○ | ○ | - | - |
選定サポート情報
荒加工から仕上げまで幅広い被削材に対応するインパクトミラクルエンドミルシリーズ

ツーリング事例 被削材:SKD61(52HRC) 80×80×70
- 50HRCを超える高硬度材でも加工能率大幅アップを実現
- 豊富なラインナップで荒から仕上げまで幅広く対応

型番リスト
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
13,599円 ( 14,959円 ) | 在庫品1日目当日出荷可能 |
14,208円 ( 15,629円 ) | 在庫品1日目当日出荷可能 |
詳細情報
基本情報
単一相ナノ結晶コーティング技術により、高い皮膜硬さと耐熱性を実現した超硬エンドミル。
【特長】
・先端、溝形状をさらにブラッシュアップ。
・優れた耐チッピング性により、さらなる高速・高精度加工を達成。
・摩擦抵抗を低減し、高品位な加工面を実現。
・荒加工から仕上げまで幅広い被削材に対応する。
【用途】
・肩削り加工、ランピング加工、3次元倣い加工、溝加工。
・ヘリカル加工、ポケット加工、正面フライス加工。
ご注意
- CADデータ、CAM・工具管理ソフト用データダウンロードをご利用の際、データのご用意がない商品が一部ございます。その際は絞り込み条件の「CADデータ」項目(2D/3D)または「CAM・工具管理ソフト用データ」で対象を選択後、ダウンロードボタンをご利用ください。詳細はこちらをご確認下さい。
カタログ
商品担当おすすめ


MOLDINO(モルディノ・旧三菱日立ツール)
エポックハイハードボール TH3


この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬ボールエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬ボールエンドミル 2枚刃/ショートタイプ
4.4通常価格(税別):940円~
通常出荷日:当日出荷可能在庫品1日目~

ミスミ
XALシリーズ超硬ボールエンドミル 2枚刃/レギュラータイプ
4.3通常価格(税別):1,020円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
MRCシリーズ超硬ボールエンドミル 調質鋼加工用/2枚刃/レギュラータイプ
4.5通常価格(税別):1,210円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
MRCシリーズ超硬ボールエンドミル 調質鋼加工用/2枚刃/ショートタイプ
4.3通常価格(税別):1,210円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬ボールエンドミル 2枚刃/ショートタイプ
4.3通常価格(税別):1,270円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
AXTシリーズ超硬ボールエンドミル 調質鋼・高硬度鋼用 2枚刃/レギュラータイプ
0通常価格(税別):1,240円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
TSCシリーズ超硬ボールエンドミル 2枚刃/レギュラータイプ
4.1通常価格(税別):1,270円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XCPシリーズ超硬ボールエンドミル 調質鋼・高硬度鋼加工用・2枚刃/ショートタイプ
3.9通常価格(税別):1,780円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XCPシリーズ超硬ボールエンドミル(焼ばめホルダ用)高硬度鋼加工用/2枚刃/スタブタイプ
5通常価格(税別):1,590円~
通常出荷日:当日出荷可能在庫品1日目