ツール用品技術窓口
TACフラッシュラジアスミル ERD12

- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
ERD12040RSの仕様・寸法情報
商品情報
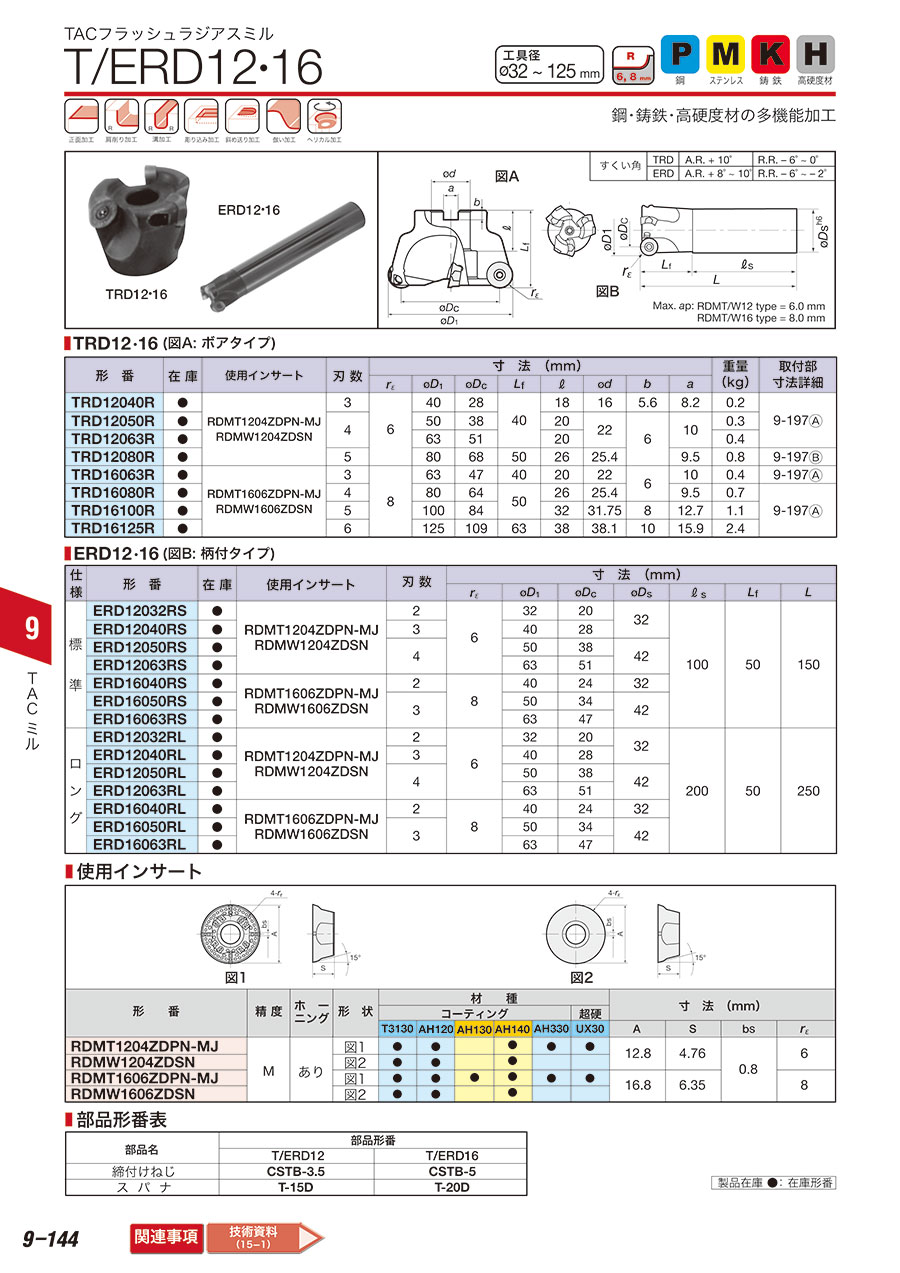
TACフラッシュラジアスミル ERD12の外形図と寸法

TACフラッシュラジアスミル ERD12の寸法図
Max.ap:RDMT/W12type=6.0mm
すくい角:ERD/A.R.+8度から10度R.R.-6度~-2度

先端部
| 仕 様 |
形番 | 使用インサート | 刃数 | 寸法(mm) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| rε | φD1 | φDc | φDs | ls | Lf | L | ||||
| 標 準 |
ERD12032RS | RDMT1204ZDPN-MJ RDMW1204ZDSN |
2 | 6 | 32 | 20 | 32 | 100 | 50 | 150 |
| ERD12040RS | 3 | 40 | 28 | |||||||
| ERD12050RS | 4 | 50 | 38 | 42 | ||||||
| ERD12063RS | 63 | 51 | ||||||||
| ロ ン グ |
ERD12032RL | RDMT1204ZDPN-MJ RDMW1204ZDSN |
2 | 6 | 32 | 20 | 32 | 200 | 50 | 250 |
| ERD12040RL | 3 | 40 | 28 | |||||||
| ERD12050RL | 4 | 50 | 38 | 42 | ||||||
| ERD12063RL | 63 | 51 | ||||||||
柄付タイプ
ERD12の標準切削条件
| 被削材 | 材種 | 切削速度 vc(m/min) |
送り f(mm/t) | |
|---|---|---|---|---|
| T/ERD12 | T/ERD16 | |||
| 炭素鋼 (S55C等) 300HB以下 |
AH120 | 170(120~220) | 0.3~0.5 | 0.3~0.6 |
| AH330 | 190(140~240) | 0.2~0.4 | 0.2~0.5 | |
| UX30 | 100(80~120) | |||
| 合金鋼 (SCM440等) 300HB以下 |
AH120 | 150(100~200) | 0.2~0.45 | 0.2~0.5 |
| AH330 | 170(120~220) | 0.15~0.35 | 0.15~0.4 | |
| UX30 | 90(60~120) | |||
| ダイス鋼(SKD61等)300HB以下 | AH120 | 130(80~180) | 0.2~0.35 | 0.25~0.45 |
| AH330 | 150(100~200) | 0.1~0.3 | 0.1~0.4 | |
| ステンレス鋼(SUS304等) | AH130・AH140 | 150(100~200) | 0.2~0.3 | 0.2~0.4 |
| 普通鋳鉄(FC250等) | AH120 | 180(120~240) | 0.3~0.5 | 0.3~0.6 |
| AH330 | 200(150~250) | 0.2~0.4 | 0.2~0.5 | |
| 焼入れ鋼、プリハードン鋼 45HRC以下 | AH120 | 100(60~140) | 0.08~0.25 | 0.1~0.3 |
- ※ 切込みap=2mm以下の時は上記送りの範囲で上限側に、切込みap=3mm以上の時は上記送りの範囲で下限側に設定してください。
この商品における加工について

・突込み+横送り加工
突込み

横送り
| 形番 | 最大突込み 深さ ap(mm) |
底面を平らにするための 最小移動量 L(mm) |
|---|---|---|
| ERD12032RS/L | 4 | 工具径φD1-11 |
| ERD12040RS/L | ||
| ERD12050RS/L | ||
| ERD12063RS/L |
- 突込み加工時では、最大切込み深さは上記のように制限があります。
- 突込み加工ではZ軸方向の送りを0.05~0.1mm/tの範囲で設定してください。
- 突込み加工では切りくずを分断するために、1mm以下のステップ送りで加工してください。

・スラントフィード加工
| 形番 | スラント加工の 最大傾斜角θ |
|---|---|
| ERD12032RS/L | 16゜ |
| ERD12040RS/L | 8゜ |
| ERD12050RS/L | 6゜ |
| ERD12063RS/L | 4゜ |
- ※ tanθ=切込みap/工具経路の長さL
・スラントフィード加工を行う際は、最大傾斜角(θ)を越えないように、設定してください。

・ヘリカル送りを用いた穴あけ加工
| 形番 | 最小加工径(mm) | 最大加工径(mm) | P | ||
|---|---|---|---|---|---|
| φD | φD2 | φD | φD2 | ||
| ERD12032RS/L | 52 | 20 | 62 | 30 | < 6 |
| ERD12040RS/L | 68 | 28 | 78 | 38 | |
| ERD12050RS/L | 88 | 38 | 98 | 48 | |
| ERD12063RS/L | 114 | 51 | 124 | 61 | |
φD1:工具径
φD:加工径
φD2:ツールパスの径
P:ツールパス一周当たりのZ軸方向送り量
(ヘリカルサイクルのピッチ)
・ヘリカル送りを用いた穴加工では、加工できる径は制限があります。
・最小から最大加工径の間の径では、底の中心に凸部が残るので、横送り加工で除去してください。
詳細情報
基本情報
ねじ止め式曲面加工用柄付きカッタ。
【特長】
・丸駒インサート使用。
【用途】
・鋼・鋳鉄・高硬度材の多機能加工用。
ご注意
- カッタ本体には、チップは付属しておりません。
- 〈表示価格に関する重要なお知らせ〉
型番確定後にページ右部の"価格を確認"ボタンをクリック頂くと最新価格が表示されます。 - 廃止予定品です。流通在庫がなくなりしだい販売終了となります。推奨代替品はこちらです。仕様の違いをご確認ください。
カタログ
類似品類似品をすべて見る






商品担当おすすめ



この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

カッター・刃先交換式エンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

住友電工ハードメタル
SEC-ウェーブミル WEX2000E/EL型
5通常価格(税別):14,450円~
通常出荷日:1日目~

大昭和精機
フルカットミルFCM型ストレートシャンク型
4.7通常価格(税別):11,925円~
通常出荷日:3日目~
三菱マテリアル
多機能用 BRP
4通常価格(税別):18,023円~
通常出荷日:2日目
三菱マテリアル
多機能用 AQX
0通常価格(税別):16,250円~
通常出荷日:2日目~
MOLDINO(モルディノ・旧三菱日立ツール)
アルファエンドミルじゅうおうAJU形
0通常価格(税別):18,668円~
通常出荷日:2日目
MOLDINO(モルディノ・旧三菱日立ツール)
アルファボールエンドミルBCF形
0通常価格(税別):29,722円~
通常出荷日:2日目
オーエスジー
PSE SS フェニックスシリーズ 肩削りカッタストレートシャンクタイプ
0通常価格(税別):21,851円~
通常出荷日:1日目
住友電工ハードメタル
FMS型 SEC-ライトミル
0通常価格(税別):11,654円~
通常出荷日:1日目
タンガロイ
中心刃付き多機能カッタ EVLXシリーズ
0通常価格(税別):22,980円~
通常出荷日:1日目