ツール用品技術窓口
絞り込み条件
形状(型番頭文字)
~mm- S(正方形)
- その他
利用可能コーナー数
~mm- 2
- 4
Re(mm)
~mm- 0.8
- 1
- 1.2
- 1.6
- 2.4
- 3.2
- 4
- 5
- 6.35
IC(mm)
~mm- 12.7
L(mm)
~mm- 14.29
- 14.49
- 14.64
- 14.72
- 14.88
- 15.00
- 15.06
- 15.12
W1(mm)
~mm- 12.7
出荷日
- すべて
- 3日以内
- 4日以内
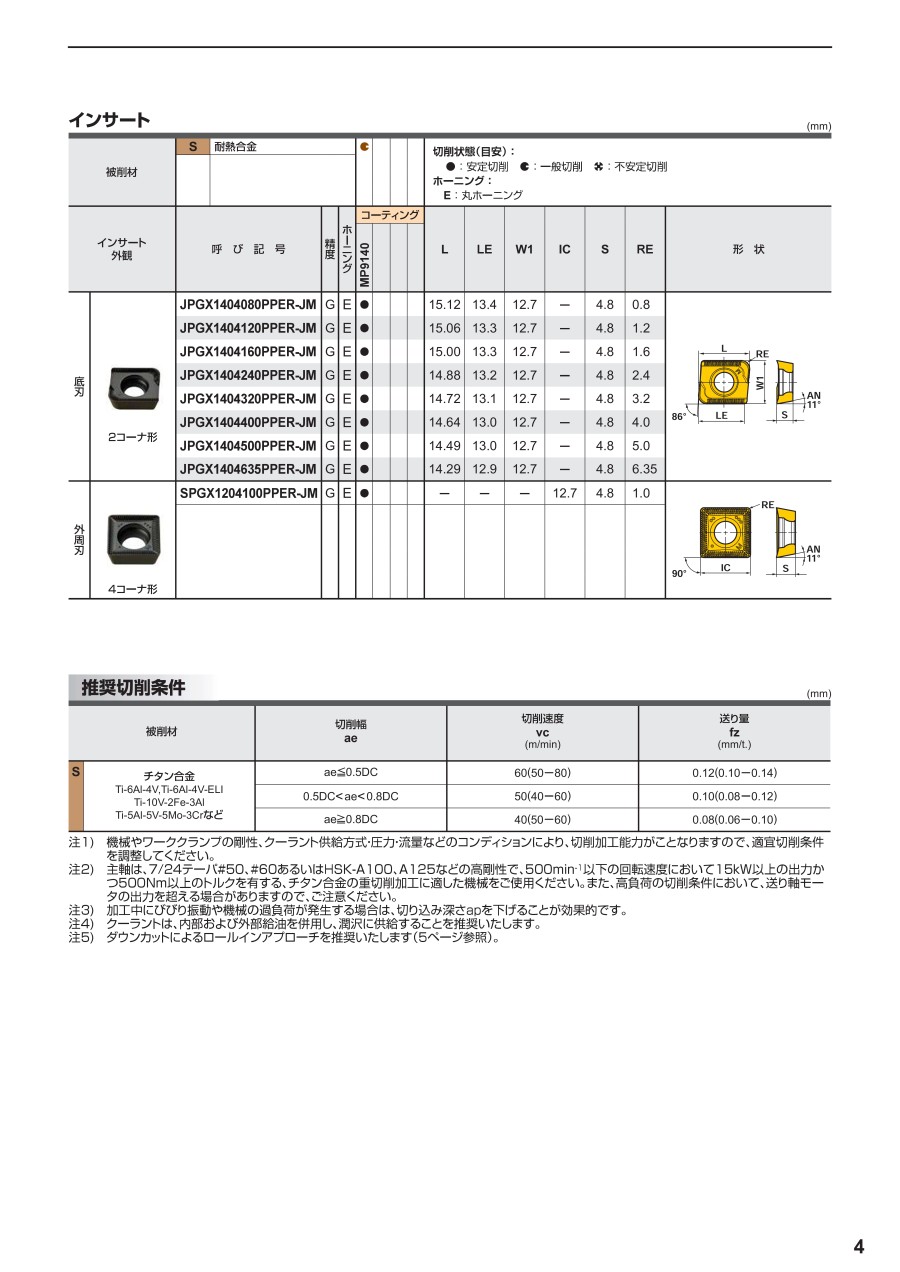
チタン合金加工用カッタASPX用インサート JPGX-JM/SPGX-JM

- 通常単価(税別)
- 1,951円
- 税込単価
- 2,146円
【特長】・チタン合金加工用カッタASPX用インサート・大きなすくい角とチタン加工に最適な刃先処理(ホー...
詳細を確認- 商品画像は代表画像を掲載しています。詳細形状はカタログをご参照ください。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
■切削抵抗の低減

底刃/外周刃
難削材転削加工用PVDコーテッド超硬材種[MP9140]
耐欠損性が極めて高い強靭な超硬合金母材と、耐溶着性に優れた表面が平滑なコーティングを組み合わせて、安定した長寿命な加工を実現しました。

性能・試験情報

<切削条件>
被削材:Ti-6Al-4V
カッタ径:DC=80mm
切削速度:vc=60m/min
送り量:fz=0.15mm/t.
切込み量:ap=30mm
切込み幅:ae=23.3mm
加工形態:単列切削
[切削性能]
Ti-6Al-4Vの高能率加工
後工程に影響を及ぼさない、びびりマークの無い切削面が得られます。

<肩削り加工切削条件>
被削材:Ti-6Al-4V
カッタ径:DC=50mm
切削速度:vc=40m/min
送り量:fz=0.13mm/t.
切込み量:ap=60mm
切込み幅:ae=15mm
加工形態:湿式切削 M.R.R.90cm3/min

<溝削り加工切削条件>
被削材:Ti-6Al-4V
カッタ径:DC=50mm
切削速度:vc=40m/min
送り量:fz=0.08mm/t.
切込み量:ap=30mm
切込み幅:ae=50mm
加工形態:湿式切削 M.R.R.92cm3/min
外形図

2コーナ形

4コーナ形
使用方法・使用事例
使用方法
■ロールインアプローチの効果
ロールインアプローチにより切削負荷の急激な上昇を抑え、加工初期におけるインサートの突発的なチッピングを防止できます。
<直線アプローチ>

抜けの切りくずが厚い/急激に切削負荷が上昇。チッピング発生リスク大/振動大
<ロールインアプローチ>

抜けの切りくず厚みゼロ/滑らかに切削負荷が上昇/振動殆どなし
推奨切削条件
推奨切削条件表

切削条件時の注意
- 注1)機械やワーククランプの剛性、クーラント供給方式・圧力・流量などのコンディションにより、切削加工能力がことなりますので、適宜切削条件を調整してください。
- 注2)主軸は、7/24テーパ#50、#60あるいはHSK-A100、A125などの高剛性で、500min-1以下の回転速度において15kW以上の出力かつ500N・m以上のトルクを有する、チタン合金の重切削加工に適した機械をご使用ください。また、高負荷の切削条件において、送り軸モータの出力を超える場合がありますので、ご注意ください。
- 注3)加工中にびびり振動や機械の過負荷が発生する場合は、切り込み深さapを下げることが効果的です。
- 注4)クーラントは、内部および外部給油を併用し、潤沢に供給することを推奨いたします。
- 注5)ダウンカットによるロールインアプローチを推奨いたします。
適用被削材

注意・禁止事項
大きなコーナR(RE)インサート使用上の注意
ASPXでコーナR3.2以上のインサートを使用する場合は、本体への追加工が必要です。
右表のように本体先端部をR形状に追加工して下さい。

| インサートコーナR RE | 本体追加工目安 R |
|---|---|
| 3.2 | 3.0 |
| 4.0 | 4.0 |
| 5.0 | 5.0 |
| 6.35 | 6.2 |
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
1,951円 ( 2,146円 ) | 3日目 |
1,951円 ( 2,146円 ) | 4日目 |
1,951円 ( 2,146円 ) | 4日目 |
1,951円 ( 2,146円 ) | 4日目 |
1,951円 ( 2,146円 ) | 4日目 |
1,951円 ( 2,146円 ) | 4日目 |
1,951円 ( 2,146円 ) | 4日目 |
1,951円 ( 2,146円 ) | 4日目 |
1,951円 ( 2,146円 ) | 4日目 |
詳細情報
基本情報
【特長】
・チタン合金加工用カッタASPX用インサート
・大きなすくい角とチタン加工に最適な刃先処理(ホーニング)により、低切削抵抗でかつ耐欠損に優れています
ご注意
- 商品画像は代表画像を掲載しています。詳細形状はカタログをご参照ください。
カタログ
商品担当おすすめ

三菱マテリアル
カッタ用インサート SOMT-JM
タンガロイ
バレルタイプインサート ZFCBM-MM




この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

チップ(フライス加工用)カテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
フライスカッター用チップ 四角タイプ
4.4通常価格(税別):360円~
通常出荷日:当日出荷可能在庫品1日目

ミスミ
肩削り用エンドミル チップ
4.1通常価格(税別):700円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
フライスカッター用チップ
4.6通常価格(税別):480円~
通常出荷日:当日出荷可能在庫品1日目
タンガロイ
ミル 肩削り用 TSE/ESE4000用インサート
4通常価格(税別):830円~
通常出荷日:当日出荷可能在庫品1日目~
三菱マテリアル
カッタ用インサート RPMT○○○-JS
5通常価格(税別):675円~
通常出荷日:当日出荷可能在庫品1日目~
住友電工ハードメタル
SEC-ウェーブミルWEZ/WEZR型用インサート AOMT
5通常価格(税別):561円~
通常出荷日:1日目~
タンガロイ
ミル 平面加工用 T/EMD4400、T/EGD4400用インサート
4.7通常価格(税別):520円~
通常出荷日:当日出荷可能在庫品1日目~
MOLDINO(モルディノ・旧三菱日立ツール)
フライス切削用インサートJDMT-R
4.5通常価格(税別):815円~
通常出荷日:当日出荷可能在庫品1日目~
三菱マテリアル
カッタ用インサート SRM-M
4.5通常価格(税別):1,651円~
通常出荷日:当日出荷可能在庫品1日目~